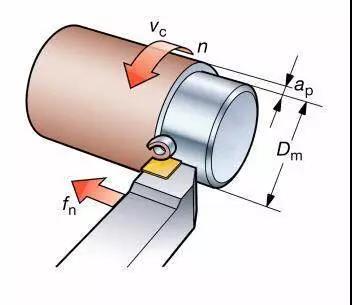
Three elements of machining tool cutting
Everyone knows that when improving machining efficiency, increasing the three elements of cutting (cutting speed, cutting depth, and feed rate) is the simplest and most direct method. However, the improvement of the three elements of tool cutting is generally limited by the existing machine tool design conditions. So the cheapest way is to choose a good tool material.
The determination rule of the three elements of cutting
Determine the depth of the knife, the amount of feed and the linear cutting speed.
Cutting depth: generally determined according to the machining allowance;
Feed rate: The rough machining feed rate is determined by the power of the machine tool, and the finishing feed rate is determined by the surface roughness;
Cutting linear speed: Determined according to the material of the tool and the speed of the spindle of the machine tool.
From the perspective of improving processing efficiency, increasing the depth of cut is probably a method worth considering. One of the important reasons is that experiments have shown that once the cutting depth is equal to 10 times the feed, increasing the cutting depth will have minimal impact on tool durability. If the cutting speed is increased, changing the cutting speed will cause the tool durability to change at nearly twice the speed; if the feed is changed, the tool durability can also be changed roughly the same. Therefore, when the so-called “net size” cannot be achieved for the blanks of our mass production mode, increasing the depth of cut is a choice that can achieve high-efficiency production cycle without causing significant increase in tool costs.
Tool selection
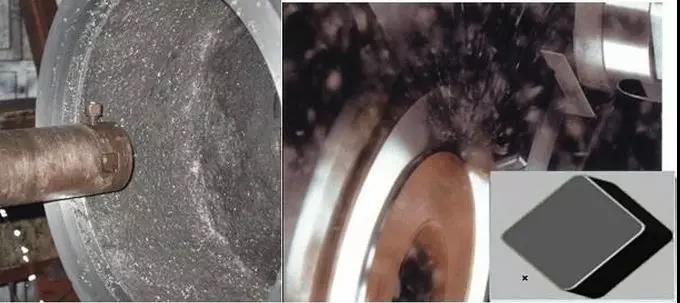
Cemented carbide tools are the mainstream tools in the current tool market. Everyone is familiar with this tool. You can adjust the three cutting elements of cemented carbide tools according to the actual machining site conditions, so as to maximize the tool life and machining efficiency. However, cubic nitrogen The development of boron-based tools has not been long, and many people have never touched such tools. However, with the emergence of hard materials and difficult-to-machine materials, cubic boron nitride tools have gradually appeared in everyone’s field of vision. But many people often think that cubic boron nitride tools are limited to high-speed cutting and finishing processes.
In fact, with the continuous R&D and innovation of the superhard material tool industry, cubic boron nitride tools have been widely used in rough machining processes and intermittent cutting conditions. The selection of cubic boron nitride tools is the same as that of cemented carbide tools. According to different workpiece materials, different tool grades and tool structures are selected.
The composite welding cubic boron nitride blade is generally used for the finishing process. It has only the cutting edge part of the cubic boron nitride material, and the matrix is a cemented carbide matrix. The depth of the knife is controlled within 0.5mm, so it can only be used For finishing processes, for those with large margins and irregular surfaces, choose the integral cubic boron nitride blade. The whole body is made of cubic boron nitride. The cutting depth is 1-10mm, and the tool life is generally 3 hours/ Cutting edge.
With the research progress of cubic boron nitride tools and the actual needs in processing, the original high-speed finishing has developed to intermittent, rough and semi-finish, and can also be used in ordinary machine tools; the use cost is also More economical.
Further information
The machining ranges of cubic boron nitride tools and cemented carbide tools overlap. For example, gray cast iron, cemented carbide tools and cubic boron nitride tools can all be processed. You can choose a more economical and cost-effective tool material, cemented carbide according to the needs of the enterprise. Due to its own performance limitations, the maximum linear speed of the tool can reach 350m/min, while the cubic boron nitride tool can reach 1500m/min. At the same time, the durability of the cubic boron nitride tool is 30-50 times that of ordinary cemented carbide tools. 5-15 times the life of the layered carbide tool.
However, companies do not blindly choose cubic boron nitride tools to process gray cast iron, because after all, the price of cubic boron nitride tools is higher than that of cemented carbide tools, so for mass production and high processing efficiency requirements, it is recommended to choose For cubic boron nitride cutting tools, if the processing efficiency is not high and there are few jobs, it is more economical and cost-effective to choose cemented carbide cutting tools.





