Die casting pass rate is a systematic concept
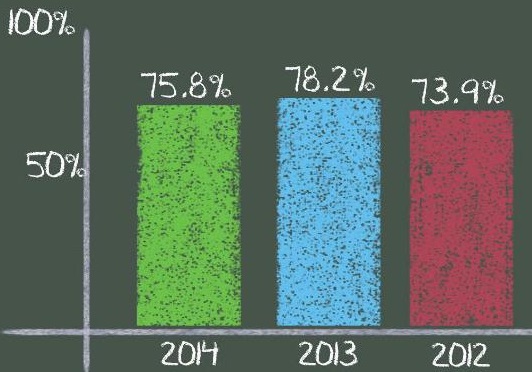
The die-casting pass rate is a systematic concept. The pass rates from the die-casting machine side, die-casting initial inspection, cleaning, post-processing, machining, transportation and other links are all components of the die-casting pass rate, which is the so-called straight-through rate. Generally speaking, the direct transmission rate of the automatic transmission or the clutch on the powertrain can reach 95%, which is already at the top level (a well-known Japanese company has a direct transmission rate of 92%; many European companies use a pipeline layout. The straight-through rate of certain castings can be 97%), the average domestic factory is around 80-90%, and the 85% straight-through rate should be at a profit balance point, no matter how low it is, there is no profit at all.
Die-casting machine scrap is the largest part of die-casting pass rate, and it is also one of the biggest hidden points of die-casting cost. Because it is an internal process, there is no issue of accountability for the next process to the previous process. In addition, the management personnel’s transitional attention to the machine pass rate will ignore these points more or less, or many managers There was no way to start this point, and I didn’t know how to solve it, so I just opened my eyes and closed my eyes.
There are many objective problems that we need to face, such as equipment problems, mold problems, spraying problems, etc. These problems have a significant impact on the pass rate of the die-casting machine, and the equipment and molds Failure will increase the number of cold molds; the instability of equipment and molds will increase the number of automatically identified defective products, and the unreasonable mold thermal balance and spraying will increase the appearance defects of the castings, so this is a system problem, management or technology alone Operation cannot solve the problem of die casting system.

From 95% to 99%, it represents this higher, more sustainable and stable pass rate standard
The pass rate we are going to discuss today refers to the pass rate of machining. The pass rate often said in the mold circle generally refers to this data. The waste of machined castings is still attributed to the defects of die-casting. There are often defects: pores, shrinkage holes, leakage, inclusions, deformation, black skin, bruises, etc. The most important defects are shrinkage holes and leakage problems, which are also the most common. Difficult and persistent problems. The die-casting pass rate of 95% is a value that can be achieved with great efforts. As long as the die-casting company has basic management processes and standards, excellent mold tooling, plus an excellent die-casting process and continuous improvement team, a 95% die-casting pass rate is not difficult. Achieved, in the actual production process, there are many cases in which the 95% pass rate is relatively easy to achieve under the premise that the mold is good enough.
However, 99% pass rate is another concept. What we discussed this time is a symbolic value. It represents a higher, more sustainable and stable pass rate standard. It may be 97% or 99.7%. The final requirement is It is how we can pursue excellence and how it is realistic step by step.
In today’s globalization, Chinese die-casting companies do not lack world-class equipment and tooling, nor do they lack bosses and managers with the vision and pattern of pursuing excellence. What is lacking is the overall thinking layout and the ability to endure the cultivation of the organization. 5-10 years ago, we lost our way because of the lack of goals, but today’s die casting industry goals are very obvious: high stability, high pass rate, high efficiency, and low cost. These four points are the goals that die casting must pursue, which can be parallel but not reverse the order. Today we have the goal, but we are still very confused, because the goal of the organization and the goal of the individual are separated. The goal of the organization is the above four points, but how many managers can know the individual’s goals and growth needs?
What needs to be done for die casting to achieve 99% pass rate
Set up a project team
High-standard project teams are led by senior managers or deputy team leaders. As a senior manager, you must personally lead the core team to complete several typical projects, and then work out effective processes and standards together. Many managers are too far away from the scene. Ono’s “Site Management” stated a very clear point: The management is not good enough because it is not close enough. In fact, management itself is the process of working together.
Target setting
It is an important prerequisite to set a high target pass rate according to the difficulty of the casting. And this goal must be recognized by everyone. Many times our managers have no confidence in the set goals. This is because we do not have a core team in the organizational system. Building a core team requires patience, investment, and planning.
Goal decomposition and division of responsibilities
The decomposition of goals and the division of responsibilities are particularly important. Most of the problems in the later stage are caused by the incomplete and careful analysis of the earlier stage; most of the implementation is not in place because the responsibilities are not clear. Therefore, for the division of responsibilities, the relevant responsible person must be designated. We must have multiple people to discuss a basic understanding of responsibility, and only one person is ultimately responsible for each matter. In order to avoid the emergence of standardism and empiricism, corresponding project management personnel should be designated for supervision.
Casting feasibility analysis-DFM (the most ideal state is synchronous design)
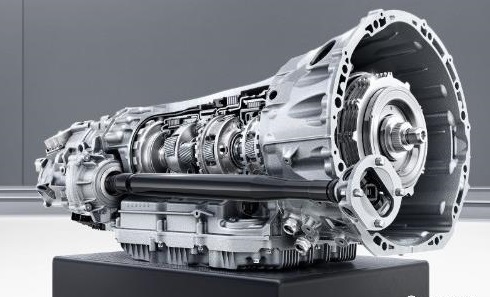
The feasibility analysis of castings is the most basic work. Because many casting design engineers do not understand die casting, it is difficult to design castings to fully satisfy the craftsmanship of die casting. In this regard, we still have to learn from Japan and Europe: Japanese ryobi is in This aspect is very professional. I have seen a 9AT automatic transmission optimization suggestion they made for SAIC. The content ranges from subtle classification, ejection position analysis, rib filling angle, pin length and angle, and fillet optimization. , The arrangement of the pouring row position, the meat reduction of the thick wall position, etc. are all explained in detail. Sometimes it is difficult for us to persuade customers to make changes, but they can influence the design thinking of customers with their influence in the industry, because they think this is their due responsibility.
Effective communication with customers on casting issues (solve difficulties or apply for relaxation of standards)
Why do we need to talk about the communication separately, because the feasibility analysis report of castings is actually just the beginning. How to effectively communicate with customers so that customers accept our suggestions, the basic principle of communication is mutual benefit, but let customer engineers It is still difficult to accept our suggestions and then strive for resources within them. Realistic design optimization is still difficult.
Here is a book to share with you. Ningbo Jielun Jiang Aihua, who sells and maintains die casting machines, often shares with me Stephen Covey’s “Seven Habits of Highly Effective People” and how he practices the habits in the book. It’s not that difficult to frequently read the 3-4 habits in this book.
Mold design (pouring system design, heat balance system design, mold flow analysis, structural design, DFMEA)
The status of gating system design has always been a god-like existence in the industry, and the styles of German, American, and Japanese are different:

The German runner design is more targeted, strong and powerful. It pays great attention to the stability of the flow pattern and temperature control, and pays more attention to the data analysis of the runner (when asking Germans about casting defects, he will first point to the flow Dao and you smash the cross-sectional area of the flow path, and then there is no way to talk down, wondering how the Germans and the Japanese came together during World War II).
The design of Japanese runners is relatively inadequate. The basic theory of decreasing runner cross-sectional area is not worth mentioning in Japanese runners, but they can still make high-qualified castings because of their unique die-casting process and The ability to finely control auxiliary equipment.
The runner design of the American series is the same as that of Ford and General Motors.
If you want to design a gating system with a high pass rate, you must combine the strengths of many, and you must be aware of your own weaknesses, and use the idea of process compensation to design the gating system. This problem may increase a certain post-processing cost, but worth.
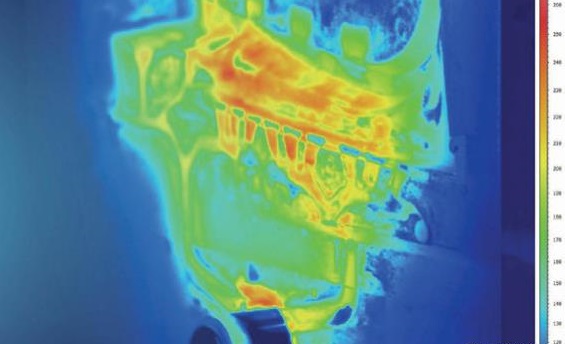
Although the thermal balance design is important, it is not as popular as the runner design. There are several reasons:
The mold company lacks this concept
There is no urgent need for general die-casting companies
The mold company does not have a positive feedback channel on site, because the heat balance is not the result during the die-casting process, so there is generally no effective communication of such issues between the die-casting and the mold.
The heat balance is not so easy to adjust (especially the cooling type heat balance system)
The heat balance system requires strong logistics as a guarantee. Companies with general repair resources and management capabilities suggest that they continue to follow the path of the mean.
Temperature control requires continuous data accumulation and continuous improvement, which is a long process.
The above are the problems that we urgently need to solve. Only when the heat balance problem of the mold is solved, can the high pass rate be sustained and stable.
The role of mold flow analysis is self-evident, the most important point is that you have to believe it first.
Mold review (check list)
The important nodes in the process need to be reviewed. The review of mold design is the most important thing. What is the main purpose of the review.
Review of casting problems
Analysis of basic data and structure
Error-proof check of historical data
Key problem solution A and alternate measures B





